|
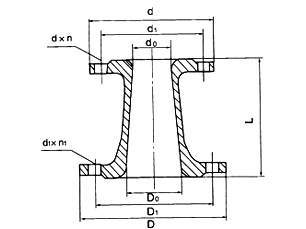
Dg |
大端 |
小端 |
S |
L
min |
每米重量(kg) |
|
DO |
D |
D1 |
螺栓孔 |
do |
d |
d1 |
螺栓孔 |
|
dl |
nl |
d |
n |
|
70×50 |
60 |
160 |
130 |
14 |
4 |
45 |
140 |
110 |
14 |
4 |
6 |
130 |
11.88 |
|
80×50 |
75 |
185 |
150 |
18 |
4 |
45 |
140 |
110 |
14 |
4 |
8 |
150 |
17.9 |
|
80×70 |
60 |
160 |
130 |
14 |
4 |
23.31 |
|
100×50 |
90 |
205 |
170 |
18 |
4 |
45 |
140 |
110 |
14 |
4 |
8 |
170 |
23.54 |
|
100×70 |
60 |
160 |
130 |
14 |
4 |
23.68 |
|
100×80 |
75 |
185 |
150 |
18 |
4 |
25.18 |
|
125×70 |
115 |
235 |
200 |
18 |
8 |
60 |
160 |
130 |
14 |
4 |
8 |
200 |
26.23 |
|
125×80 |
75 |
185 |
150 |
18 |
4 |
27.9 |
|
125×100 |
90 |
205 |
170 |
18 |
4 |
29.95 |
|
150×80 |
135 |
260 |
225 |
18 |
8 |
75 |
185 |
150 |
18 |
4 |
8 |
225 |
30.69 |
|
150×100 |
90 |
205 |
170 |
18 |
4 |
32.73 |
|
150×125 |
115 |
235 |
200 |
18 |
4 |
36.45 |
通常所說的搪玻璃設(shè)備配件的應(yīng)力問題�,是搪玻璃生產(chǎn)中一個(gè)重要的加工工藝問題。應(yīng)力主要有:內(nèi)應(yīng)力���、焊接應(yīng)力等���,其中焊接應(yīng)力可以分為熱應(yīng)力、拘束應(yīng)力����、相變應(yīng)力、氫致集中應(yīng)力等�����。
應(yīng)力的存在對(duì)搪玻璃設(shè)備配件的搪燒過程不利因素��,主要表現(xiàn)在使制品容易變形��;使得設(shè)備玻璃層炸紋、爆瓷等�。因而設(shè)法消除這些應(yīng)力,是解決這些工藝問題的途徑��。把經(jīng)過機(jī)械加工�、焊接以及冷熱壓力加工的坯件進(jìn)行較長(zhǎng)時(shí)間的退火,即搪燒工藝過程中預(yù)燒工序����,此工序時(shí)搪玻璃鋼坯消除應(yīng)力的主要辦法,同時(shí)對(duì)鋼坯表面的油漬異物等一并消除�。大家都知道,當(dāng)搪玻璃設(shè)備毛坯加熱到一定溫度時(shí)���,鋼中的微晶體間的界面上各原子都將獲得一定的活性�,使得變形時(shí)造成的微晶體的歪扭狀態(tài)得到糾正���,并可以改變其排列方向�����,由此變形應(yīng)力就能得到消除��。除此方法外��,把搪玻璃設(shè)備毛坯長(zhǎng)期置于大氣中���,甚至表面嚴(yán)重氧化時(shí)�����,也可減少或消除毛坯在生產(chǎn)過程中產(chǎn)生的應(yīng)力��。